
金属3Dプリンターのレーザーパラメーター
金属3Dプリンター(粉末積層造形)ではレーザーを使うものがほとんどなので、レーザーパラメーターというものが存在しています。
レーザー切断やレーザーマーカーでも同じようにパラメターがあります。
金属3Dプリンターの場合のパラメーターは金属をうまく溶かすパラメーターになります。
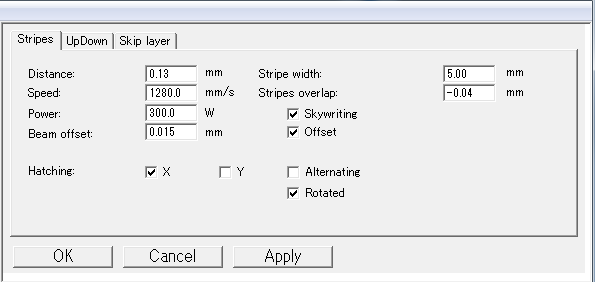
私たちが気軽に触れるパラメーターは、距離、スピード、パワー、ビームオフセット、幅、オーバーラップ、厚み、などになっています。
これらを合わせることにより、色々な金属を溶かすことが可能になります。
 融点について
融点について
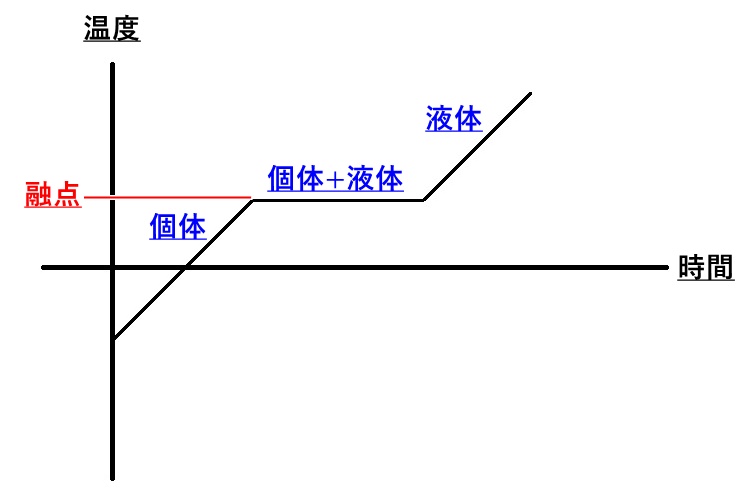
金属にはそれぞれ融点というものが存在していて構成元素によって異なります。
金属3Dプリンターでしようしている金属の融点は次のようになっています。
材質 融点
チタン 1600度
アルミニウム 660度
ステンレス 1400度
インコネル 1400度
マルエージング 1500度
これらの融点にあわせた出力が必要になりますが、反射率も顧慮する必要がありますので、単純な必要エネルギー計算ではありません。
また構成元素によって1元素のみ燃えつきてしまう場合もあるので、融点はあくまでも目安の一つになります。
距離(Distance)
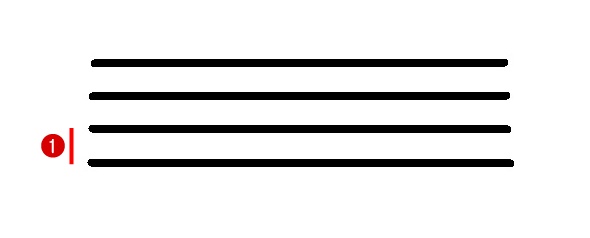
レーザーのスポット径は0.1ですので、レーザーはストライプ状に線を描いていきます。
図のように無数にレーザーの線が走ることをハッチングと言っていますが、その1本、1本の線の距離を決めるパラメーターになります。
濡れ性に距離が変わってきます、溶けた金属が広がりやすい性質なら広く、広がりにくい材料なら狭くします。
出来上がった金属の密度を見ながら調整することが必要です。
速度(Speed)
速度(Speed)はその名前の通りです。レーザーの走査速度を指しています。出力と速度は微妙なバランスになりますので重要な項目です。
溶けすぎると金属内部に丸い巣のような現象が見え、溶けなさすぎると棘のある巣のようなものが確認されます。
出来上がった金属の密度を見ながら調整することが必要です。
Power
Powerもその名前の通りです。レーザーの出力を決めるところになります。
融点から金属を溶かすエネルギー計算をしてWに変換をしますが、単純に融点だけではなく、反射率なども考慮する必要があります。
高すぎても、低すぎても金属の密度は変わりますので、数個のサンプルを別々の出力で造形すると比較がしやすいです。
拡大鏡レベルで十分にわかりますので、確認しながら出力の調整をしていきます。
オフセット(Beam offset)
Beam offsetはストライプを描くレーザービームの中心軌跡を内側にシフトします。
通常はオフセットすることはありません。製品の精度を合わせるオフセットは別の項目になりますのでここでは調整いたしません。
幅(Stripe wicth)
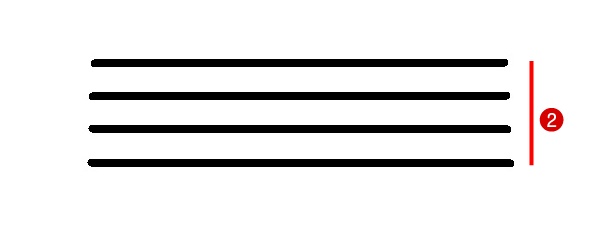
ここではストライプを描く線の全体幅を決めます。
5mmなら5mmの幅の中でストライプを描いていきます。
目では追いきれませんが、通常5mm幅にゆっくりレーザーが当たっているように見えます。
実際は0.1mmのレーザーが早く幅の中で動いています。
オーバーラップ(Stripe overlap)
ストライプのオーバーラップを設定します。
レーザービームの中心に対するストライプ間のオーバーラップを幅になります。
出来上がった金属の密度を見ながら調整することが必要です。
まとめ
どの項目が違っていても満足のいく金属を作ることはできません。
パラーメーターを触るという事は、密度だけではなく、強度や精度にも深くかかわってきますので、変えた際は密度試験、強度試験をしっかりそろえた方が良いでしょう。
両方を満たされなければ金属は完成しませんので、完成まで1~2年かかることは珍しくありません。
じっくりパラメーターを検証し、新たな金属を造形していきましょう!!
関連記事

 J・3Dについて
J・3Dについて
 3Dプリンタについて
3Dプリンタについて
 設備概要
設備概要
 適用事例
適用事例
 工場見学
工場見学
 金属3Dプリンターの基礎知識
金属3Dプリンターの基礎知識